




激光切割一問一答
發(fā)布者:鑫全利 發(fā)布時間:2020/6/22 15:11:29
影響激光切割機切割精度的因素是什么?
(1)、激光器聚焦光斑大小(與切割頭聚焦鏡大小、激光器發(fā)散角大小關(guān)聯(lián)),聚焦光斑小,切割線條精細、切割精度高。
(2)、工作臺精度,體現(xiàn)于機械部分(絲桿滾珠、齒輪齒條、臺面水平度)電氣控制部分(伺服電機、驅(qū)動器、切割控制系統(tǒng)),工作臺的精度是衡量切割精度非常重要的因素。
(3)、切割材料的不同,在同樣的情況下,切割鋁材與不銹鋼精度不同,切割不銹鋼的精度會高些,切面光滑度高。(材料密度)
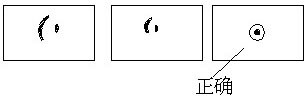
切割功率對切割質(zhì)量有哪些影響?
(1)、功率太小無法切割(如下圖:)
(2)、功率過大,整個切面熔化(如下圖:)
(3、)功率不足,切割后產(chǎn)生溶漬(如下圖:)
(4)、功率適當,切割面良好,無熔漬(如下圖:)
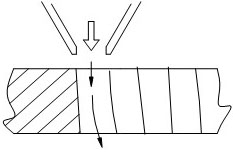
切割速度對切割質(zhì)量有哪些影響?
(1)、切割速度過快可能產(chǎn)生以下影響:
a. 無法切透、火花亂噴。
b. 有些切透,有些沒有切透。
c. 整個切面較粗、不產(chǎn)生熔漬。
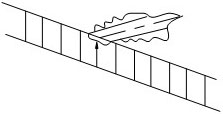
d. 切割面呈斜條紋路、下半部分產(chǎn)生熔漬,并可觀察切割火花判斷切割速度快慢。火花傾斜,說明切割速度過快。
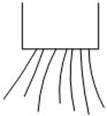
(2)、切割速度過慢可能產(chǎn)生以下影響:
a. 造成過熔、切面粗糙。
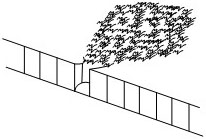
b. 切縫變寬、轉(zhuǎn)角尖角部位熔化,火花呈現(xiàn)不擴散且少、聚集在一起、說明切割速度過慢。

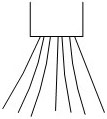
(3)、切割速度適當,火花由上往下擴散
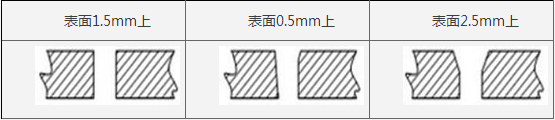
激光切割焦點與切割面的關(guān)系是什么?
激光切割應(yīng)用中,焦點是關(guān)鍵參數(shù),不同焦點位置對切割面影響至關(guān)重要。
如下圖文,仔細介紹切割焦點與切割面的關(guān)系:
(1)、焦點位置與切割面的關(guān)系
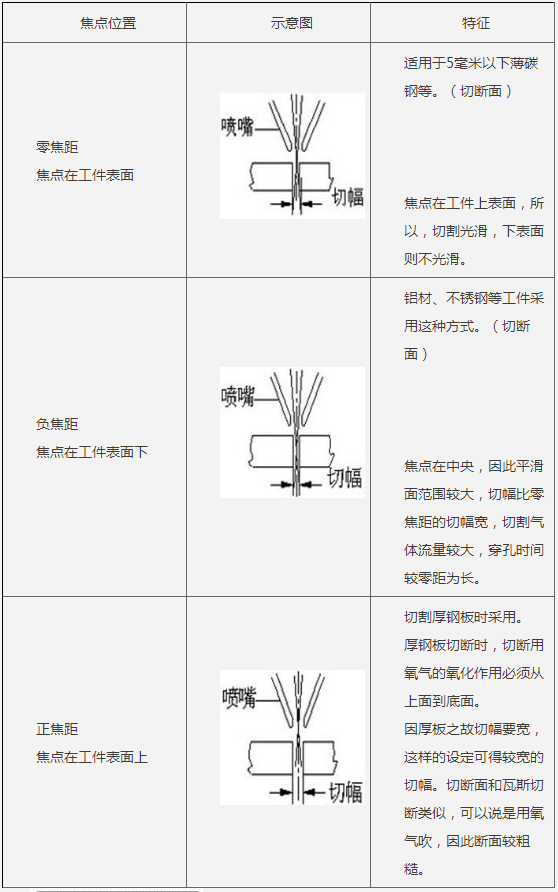
2、焦點位置對切割斷面的影響
切割頭噴嘴對切割質(zhì)量有什么影響?
(1)噴嘴的作用:
1、防止切割時飛濺物反彈,穿過噴嘴,污染保護鏡片。
2、控制輔助氣體擴散面積及大小,從而控制切割質(zhì)量。
(2)噴嘴與激光器QBH輸出光束不同軸會產(chǎn)生以下影響:
1、對切割斷面的影響,當輔助氣體從噴嘴吹出時,切斷面出現(xiàn)一邊有熔漬,另一邊沒有熔漬的現(xiàn)象。
2、對尖角的影響,切割圖形有尖角或角度較小時,會出現(xiàn)過熔的現(xiàn)象。
3、對穿孔有影響,穿孔不穩(wěn)定,切割厚材料容易過熔,穿孔條件參數(shù)不易掌握。
(3)噴嘴孔中心與激光光束同軸調(diào)整
1、將不干膠或透明膠貼至噴嘴出口端面上。
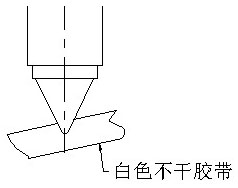
2、調(diào)整激光器功率,10%-20%功率,使用點射出光。
3、點射完畢后,取下膠帶,注意保持方向,方便確定出光偏離位置。(如果激光光束偏離噴嘴距離過大,則在膠帶無法看出任何痕跡)。
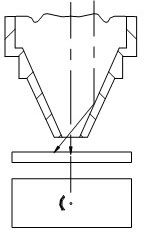
4、注意觀察激光點偏離噴嘴的位置,調(diào)整切割頭上X/Y軸。
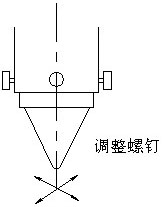
5、合格的出光位置如下:
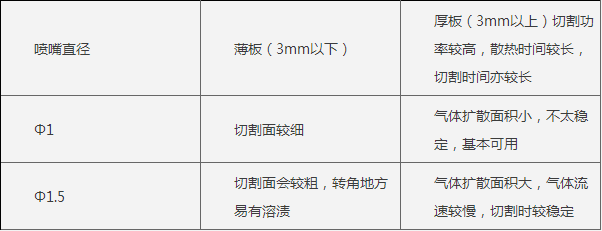
(4)、噴嘴孔徑,噴嘴孔徑大小對切割質(zhì)量與穿孔質(zhì)量有關(guān)鍵的影響:
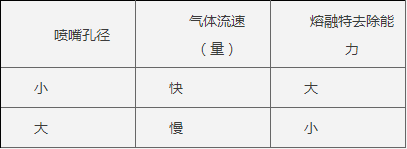
噴嘴Φ1、Φ1.5的差異:
創(chuàng)鑫激光生產(chǎn)的光纖激光器為哪一類輻射等級?
創(chuàng)鑫激光生產(chǎn)的光纖激光器為Class IV激光設(shè)備。此類產(chǎn)品發(fā)射1060nm左右波長的光,這個水平的光可能會造成對眼睛和皮膚的傷害。此發(fā)射光是不可見的,光束可能會造成眼角膜不可修復(fù)的傷害。我們不隨提供本產(chǎn)品激光護目鏡,但在激光器工作的時候必須要一直佩帶護目鏡。
WARNING:當激光器工作時,不要安裝瞄準器。
WARNING:在操作此類產(chǎn)品時,禁止直視輸出頭,并確保總是佩帶護目鏡。
更多安全提示,請詳細閱讀我們?yōu)槟鷾蕚涞漠a(chǎn)品說明書。
脈寬可調(diào)MOPA光纖激光器的脈沖寬度模式有什么區(qū)別?
區(qū)別詳見下表:

激光器不出光的主要檢查處理措施?
(1)、檢查設(shè)備的急停開關(guān)(PIN23針)是否正常(激光器正常工作時,此信號為高電平)。
(2)、激光器的電源供電是否正常,在空載與帶負載(接上激光器)狀態(tài)下測供電的電源是否符合實際供電要求。
(3)、指引光信號是否在打標狀態(tài)下是處于低電平狀態(tài)。如果在打標狀態(tài)下,引導(dǎo)光的信號為低電平(PIN22針為'0'電平),如果引導(dǎo)光的信號為高電平('1'電平)時,激光器是優(yōu)先是輸出引導(dǎo)光。
(4)、PIN18,PIN19信號是否正常。
(5)、檢查激光器的供電接線是否正確,+24V、GND是否接反,地線是否接地。
(6)、檢查激光器的DB25串口的接線是否按照接線定義正確接線。
(7)、打標卡供電是否正常,控制激光器的信號是否正常(具體信號定義見DB25端口定義)。
(8)、軟件設(shè)置是否正確
激光器功率降低的主要原因及處理措施?
(1)、檢查電源供電是否穩(wěn)定,電流是否達到額定工作電流。
(2)、查看光纖激光器準直輸出鏡鏡面是否有污染,如有污染可用棉簽沾上無水乙醇輕輕擦拭,不要刮花鏡面膜層。
(3)、查看其它光學(xué)鏡片是否污染如紅光合束鏡、振鏡、場鏡。
(4)、檢查激光器輸出光是否有被擋住(安裝時要確保隔離器輸出端與振鏡口要在同一水平上)。
(5)、激光器使用2萬小時后功率有所衰減屬正常功率損耗。
(6)、打標過程中有斷線,通常由于信號干擾引起,對此弱電與強電的引線不能同捆綁或同走在一側(cè),信號線采用帶屏蔽功能的信號線;再者是電源的地沒有很好的接觸。
激光器日常維護及注意事項?
(1) 激光器工作時,不能接觸或碰撞掃描工作臺活動橫梁;(2) 激光器及光學(xué)鏡頭易碎,搬運時應(yīng)小心輕放,并避免振動;
(3) 機內(nèi)出現(xiàn)故障時,應(yīng)立即停止工作,由專業(yè)工作人員處理;
(4) 注意開關(guān)機順序;
(5) 注意打標機幅面不得超過工作幅面;
(6) 注意保持室內(nèi)及機器表面整潔干凈。
輔助氣體對切割質(zhì)量有什么影響?
(1)、選擇輔助氣體的種類與壓力時,應(yīng)從參照以下幾方面
1、一般使用氧氣切割碳鋼,低壓打孔,高壓切割。
2、一般使用氮氣切割不銹鋼。
3、氣體純度越高,切割質(zhì)量越好,切割碳鋼材料氧氣純度至少在99.6%上,切割不銹鋼材料氮氣純度至少也要在99.6%以上。
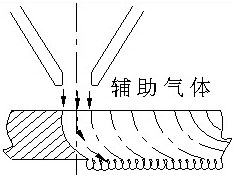
(2)、輔助氣體對切割質(zhì)量的影響如下:
1、氣體有助于散熱及助燃,吹掉熔漬。
2、氣壓不足時,切割面會產(chǎn)生深漬,切割速度無法增快,影響效率。
3、氣壓過大時,切割面較粗,切割縫隙大,造成部分切斷面熔化,影響切割質(zhì)量。
(3)、輔助氣體對穿孔影響
1、氣體壓力過低時,不易穿透,時間過長。
2、氣體壓力過高時,造成穿透點熔化,形成大的熔化點。
3、建議薄材料穿孔氣壓高,厚材料氣壓低
(1)、激光器聚焦光斑大小(與切割頭聚焦鏡大小、激光器發(fā)散角大小關(guān)聯(lián)),聚焦光斑小,切割線條精細、切割精度高。
(2)、工作臺精度,體現(xiàn)于機械部分(絲桿滾珠、齒輪齒條、臺面水平度)電氣控制部分(伺服電機、驅(qū)動器、切割控制系統(tǒng)),工作臺的精度是衡量切割精度非常重要的因素。
(3)、切割材料的不同,在同樣的情況下,切割鋁材與不銹鋼精度不同,切割不銹鋼的精度會高些,切面光滑度高。(材料密度)
切割功率對切割質(zhì)量有哪些影響?
(1)、功率太小無法切割(如下圖:)
(2)、功率過大,整個切面熔化(如下圖:)
(3、)功率不足,切割后產(chǎn)生溶漬(如下圖:)
(4)、功率適當,切割面良好,無熔漬(如下圖:)
切割速度對切割質(zhì)量有哪些影響?
(1)、切割速度過快可能產(chǎn)生以下影響:
a. 無法切透、火花亂噴。
b. 有些切透,有些沒有切透。
c. 整個切面較粗、不產(chǎn)生熔漬。
d. 切割面呈斜條紋路、下半部分產(chǎn)生熔漬,并可觀察切割火花判斷切割速度快慢。火花傾斜,說明切割速度過快。
(2)、切割速度過慢可能產(chǎn)生以下影響:
a. 造成過熔、切面粗糙。
b. 切縫變寬、轉(zhuǎn)角尖角部位熔化,火花呈現(xiàn)不擴散且少、聚集在一起、說明切割速度過慢。
(3)、切割速度適當,火花由上往下擴散
激光切割焦點與切割面的關(guān)系是什么?
激光切割應(yīng)用中,焦點是關(guān)鍵參數(shù),不同焦點位置對切割面影響至關(guān)重要。
如下圖文,仔細介紹切割焦點與切割面的關(guān)系:
(1)、焦點位置與切割面的關(guān)系
2、焦點位置對切割斷面的影響
切割頭噴嘴對切割質(zhì)量有什么影響?
(1)噴嘴的作用:
1、防止切割時飛濺物反彈,穿過噴嘴,污染保護鏡片。
2、控制輔助氣體擴散面積及大小,從而控制切割質(zhì)量。
(2)噴嘴與激光器QBH輸出光束不同軸會產(chǎn)生以下影響:
1、對切割斷面的影響,當輔助氣體從噴嘴吹出時,切斷面出現(xiàn)一邊有熔漬,另一邊沒有熔漬的現(xiàn)象。
2、對尖角的影響,切割圖形有尖角或角度較小時,會出現(xiàn)過熔的現(xiàn)象。
3、對穿孔有影響,穿孔不穩(wěn)定,切割厚材料容易過熔,穿孔條件參數(shù)不易掌握。
(3)噴嘴孔中心與激光光束同軸調(diào)整
1、將不干膠或透明膠貼至噴嘴出口端面上。
2、調(diào)整激光器功率,10%-20%功率,使用點射出光。
3、點射完畢后,取下膠帶,注意保持方向,方便確定出光偏離位置。(如果激光光束偏離噴嘴距離過大,則在膠帶無法看出任何痕跡)。
4、注意觀察激光點偏離噴嘴的位置,調(diào)整切割頭上X/Y軸。
5、合格的出光位置如下:
(4)、噴嘴孔徑,噴嘴孔徑大小對切割質(zhì)量與穿孔質(zhì)量有關(guān)鍵的影響:
噴嘴Φ1、Φ1.5的差異:
創(chuàng)鑫激光生產(chǎn)的光纖激光器為哪一類輻射等級?
創(chuàng)鑫激光生產(chǎn)的光纖激光器為Class IV激光設(shè)備。此類產(chǎn)品發(fā)射1060nm左右波長的光,這個水平的光可能會造成對眼睛和皮膚的傷害。此發(fā)射光是不可見的,光束可能會造成眼角膜不可修復(fù)的傷害。我們不隨提供本產(chǎn)品激光護目鏡,但在激光器工作的時候必須要一直佩帶護目鏡。
WARNING:當激光器工作時,不要安裝瞄準器。
WARNING:在操作此類產(chǎn)品時,禁止直視輸出頭,并確保總是佩帶護目鏡。
更多安全提示,請詳細閱讀我們?yōu)槟鷾蕚涞漠a(chǎn)品說明書。
脈寬可調(diào)MOPA光纖激光器的脈沖寬度模式有什么區(qū)別?
區(qū)別詳見下表:
激光器不出光的主要檢查處理措施?
(1)、檢查設(shè)備的急停開關(guān)(PIN23針)是否正常(激光器正常工作時,此信號為高電平)。
(2)、激光器的電源供電是否正常,在空載與帶負載(接上激光器)狀態(tài)下測供電的電源是否符合實際供電要求。
(3)、指引光信號是否在打標狀態(tài)下是處于低電平狀態(tài)。如果在打標狀態(tài)下,引導(dǎo)光的信號為低電平(PIN22針為'0'電平),如果引導(dǎo)光的信號為高電平('1'電平)時,激光器是優(yōu)先是輸出引導(dǎo)光。
(4)、PIN18,PIN19信號是否正常。
(5)、檢查激光器的供電接線是否正確,+24V、GND是否接反,地線是否接地。
(6)、檢查激光器的DB25串口的接線是否按照接線定義正確接線。
(7)、打標卡供電是否正常,控制激光器的信號是否正常(具體信號定義見DB25端口定義)。
(8)、軟件設(shè)置是否正確
激光器功率降低的主要原因及處理措施?
(1)、檢查電源供電是否穩(wěn)定,電流是否達到額定工作電流。
(2)、查看光纖激光器準直輸出鏡鏡面是否有污染,如有污染可用棉簽沾上無水乙醇輕輕擦拭,不要刮花鏡面膜層。
(3)、查看其它光學(xué)鏡片是否污染如紅光合束鏡、振鏡、場鏡。
(4)、檢查激光器輸出光是否有被擋住(安裝時要確保隔離器輸出端與振鏡口要在同一水平上)。
(5)、激光器使用2萬小時后功率有所衰減屬正常功率損耗。
(6)、打標過程中有斷線,通常由于信號干擾引起,對此弱電與強電的引線不能同捆綁或同走在一側(cè),信號線采用帶屏蔽功能的信號線;再者是電源的地沒有很好的接觸。
激光器日常維護及注意事項?
(1) 激光器工作時,不能接觸或碰撞掃描工作臺活動橫梁;(2) 激光器及光學(xué)鏡頭易碎,搬運時應(yīng)小心輕放,并避免振動;
(3) 機內(nèi)出現(xiàn)故障時,應(yīng)立即停止工作,由專業(yè)工作人員處理;
(4) 注意開關(guān)機順序;
(5) 注意打標機幅面不得超過工作幅面;
(6) 注意保持室內(nèi)及機器表面整潔干凈。
輔助氣體對切割質(zhì)量有什么影響?
(1)、選擇輔助氣體的種類與壓力時,應(yīng)從參照以下幾方面
1、一般使用氧氣切割碳鋼,低壓打孔,高壓切割。
2、一般使用氮氣切割不銹鋼。
3、氣體純度越高,切割質(zhì)量越好,切割碳鋼材料氧氣純度至少在99.6%上,切割不銹鋼材料氮氣純度至少也要在99.6%以上。
(2)、輔助氣體對切割質(zhì)量的影響如下:
1、氣體有助于散熱及助燃,吹掉熔漬。
2、氣壓不足時,切割面會產(chǎn)生深漬,切割速度無法增快,影響效率。
3、氣壓過大時,切割面較粗,切割縫隙大,造成部分切斷面熔化,影響切割質(zhì)量。
(3)、輔助氣體對穿孔影響
1、氣體壓力過低時,不易穿透,時間過長。
2、氣體壓力過高時,造成穿透點熔化,形成大的熔化點。
3、建議薄材料穿孔氣壓高,厚材料氣壓低
相關(guān)新聞
- [2020.06.17]光纖激光切割機能給加工企業(yè)帶來…
- [2020.06.22]激光焊接機深熔焊接的主要工藝參…
- [2020.06.22]改進光纖激光切割邊緣質(zhì)量的解決…
- [2020.06.17]光纖激光切割機在不同溫度環(huán)境下…
- [2020.06.22]500W激光切割機常見問題尖角燒蝕…
- [2020.06.22]激光切割機的退火工藝原理與作用…
- [2020.06.17]雙平臺金屬激光切割機大大提高生…
- [2020.06.22]光纖激光切割機的使用為什么要吹…
- [2023.04.07]什么原因?qū)е录す馇懈顧C切割碳鋼…
- [2020.06.22]激光切割機的切割設(shè)備為何不能正…
- [2020.06.17]碳鋼加工的理想選擇——金屬激光…
- [2020.06.22]自動化激光焊接機作業(yè)中注意哪些…
- [2020.06.22]怎樣預(yù)防光纖激光切割機老化問題…
- [2020.06.17]廣告制作為何要用光纖激光切割機…
- [2020.06.22]為什么要控制光纖激光切割機切割…
- [2020.06.22]【鑫全利激光支招】霜降來了!教你…
- [2023.01.07]購買激光焊接設(shè)備的一個關(guān)鍵因素…
- [2022.12.29]手持式激光焊接機的焊接頭出光斷…
- [2022.12.29]手持式激光焊接機的焊接頭紅光偏…
- [2020.06.17]手持激光焊接機輕松助力廚具焊接…





